诺创产品

您现在的位置:主页 > 诺创产品 > 纺织服装行业 >
吊粒机械手高速分拣
1. 项目概要
本司自动化设备主要功能:通过改善现有吊粒排列工序和吊粒托盘的输送方式。将原来吊粒固定工位和吊粒托盘输送等人工操作,在不改变工艺的前提下改善为自动化操作,以达到减少人员数量,同时提高工作效率和时间。2. 项目分析
2.1 项目需求分析
需要将袋装吊粒来料自动排列,以达到吊粒logo面朝上需要将自动排列好的吊粒按照顺序搬运之吊粒托盘
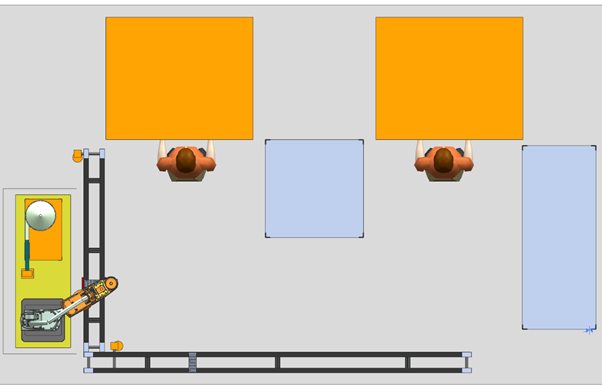
需要将吊粒托盘运送至丝印工位,以便丝印工位员工拿取
需要满足从自动排列吊粒到吊粒搬运至吊粒托盘的工作时间为1s/个吊粒
2.2 系统主要功能
按照吊粒特性,让吊粒在特制的上料轨道中整齐排列,并到达输出口。通过光纤开关管控上料单元的输送速度。以保证机器人到达取吊粒位置时,吊粒输出口不会存在缺料和多料的情况。通过PLC控制机器人的取吊粒的路径和时间。以保证符合1/ min -1.2/ min的要求。期间通过气动元件的控制器确认吊粒无跌落状态。同时,输送单元把吊粒托盘输送至输送特定位置。方便机器人排列至吊粒托盘。完成吊粒排列的托盘自动输送至丝印机旁,等待丝印员工取出托盘即可。其整个过程只需要工作人员通过触摸品操作即可简单完成。3. 项目方案说明
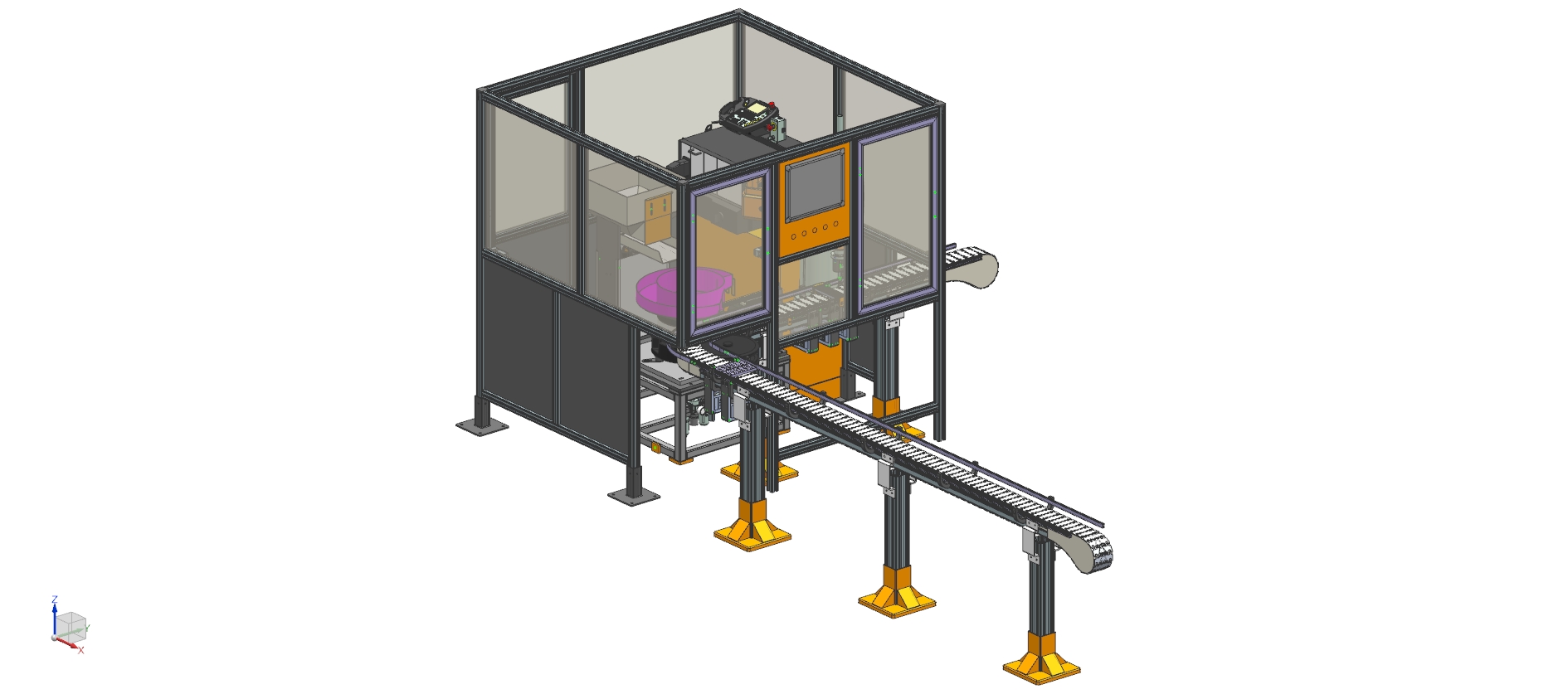
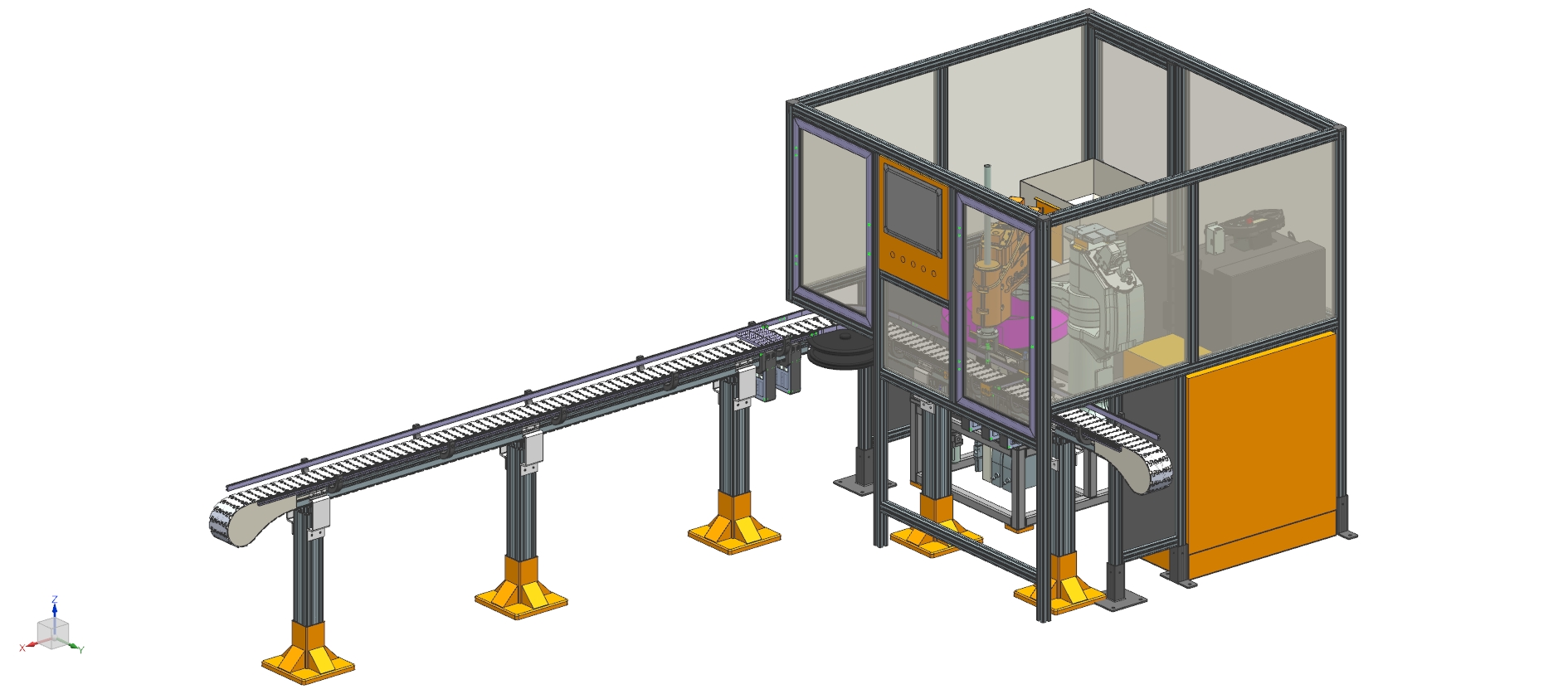
3.1 总体系统构成
自动上料单元自动排料单元
自动输送单元
总体系统构成图示:
3.2 设备构成
自动上料单元:
震动盘、输送装置、定位装置(出料速度80/min-100/ min,电压220v ,频率:50hz)
自动排料单元:
机器人(STAUBLI)、取料装置(SMC )(取料速度60/ min)
自动输送单元:
输送线(马达频率:50hz ,电压:220v,传送速度:12m/min)
震动盘、输送装置、定位装置(出料速度80/min-100/ min,电压220v ,频率:50hz)
自动排料单元:
机器人(STAUBLI)、取料装置(SMC )(取料速度60/ min)
自动输送单元:
输送线(马达频率:50hz ,电压:220v,传送速度:12m/min)
3.3 电器构成
PLC(可编程逻辑控制器):
按已设定的程序和数据,控制传送机构、定位机构、自动排料单元、机器人进行相应的动作
触摸屏:
设定和显示设备相应的数据和状态
按已设定的程序和数据,控制传送机构、定位机构、自动排料单元、机器人进行相应的动作
触摸屏:
设定和显示设备相应的数据和状态
4. 设备安全措施
1) 系统在自动启动前会对传送机构、定位机构、自动排料单元、机器人、等动作机构所在的位置进行完全的检测,条件满足了系统才能启动;
2) 机器人工作的范围有带维修门的防护栏,在机器运行时当维修门被找开,机器人立即停止;
3) 系统在设备的最高点有3色灯,分别是手动、自动、故障3种,在机器运行过程中,不同的灯亮代表机器处于不同的工作方式
4) 系统在每一个动作执行前或执行中都会进行安全检测;
5) 当出现误操作或强行执行不能执行的操作时系统会有相应的文字提示和警报;
6) 设备每个机构可以根据工艺的要求进行开启或关闭。
2) 机器人工作的范围有带维修门的防护栏,在机器运行时当维修门被找开,机器人立即停止;
3) 系统在设备的最高点有3色灯,分别是手动、自动、故障3种,在机器运行过程中,不同的灯亮代表机器处于不同的工作方式
4) 系统在每一个动作执行前或执行中都会进行安全检测;
5) 当出现误操作或强行执行不能执行的操作时系统会有相应的文字提示和警报;
6) 设备每个机构可以根据工艺的要求进行开启或关闭。
5. 设备特点
1) 由于采用机器人自动作业方式,印刷系统不受气候、时间、人的体力等的限制连续高速的运行,单位时间排列的标签的是人工操作的数倍或更多;
2) 标签采用自动分拣排列,误差率极低。减少因人员操作失误而导致的排列和印刷出错;
3) 机器作业可以减轻工员的劳动强度,提高人员的使用效率,因此系统能最大限度地减少人员的使用。
2) 标签采用自动分拣排列,误差率极低。减少因人员操作失误而导致的排列和印刷出错;
3) 机器作业可以减轻工员的劳动强度,提高人员的使用效率,因此系统能最大限度地减少人员的使用。